
二 造纸工艺流程
造纸机主要指使纸浆形成纸幅的分部联动的全套设备,基本组成部分按照纸张形成的顺序分为网部、压榨、前干燥、后压榨、后干燥、压光机、卷纸机等。其工艺流程为:流浆箱输出的纸浆在网部脱水成型,在压榨部进行压缩使纸层均匀,经过前干燥进行干燥,接着进入后压榨进行施胶,再进入后干燥器烘干处理,然后利用压光机使纸张平滑,最后通过卷纸机形成母纸卷。其工艺流程图如下:

图1 造纸工艺流程图
三 造纸传动控制系统构成及控制特点
造纸工艺是一个连续生产过程,因此生产线的连续和有序控制成为造纸工艺的关键。近年来,大量变频器进入造纸行业,并已取得良好的技术和市场效果,雷诺尔RNB8型高性能多传逆变器具有良好的矢量控制特性和丰富的控制功能,强大的可编程逻辑模块让用户可以灵活应用,满足复杂工艺的控制要求。以山东天和纸业有限公司10号机传动系统为例,控制部分主要由西门子PLC和雷诺尔RNB8系列逆变器组成,现场人机界面选用西门子触摸屏,本系统共有传动点38个。
系统网络图如下:
的影响下,可控变量设定值的最大偏差体现了传动控制系统的稳定性。下述的偏差指可控变量在操作温度时的最大偏移情况,亦即精度的最小水平。</p><p>静态速度控制精度:额定转速情况下24 小时速度偏移≤0.05%;24 小时两个相邻传动点的速度差≤0.05%;动态速度控制精度:有干扰(如负载变化)时的短时速度偏移≤0.1%</p><p>3.2传动工艺控制主要特点</p><p><br/></p><p>速度链功能:</p><p>纸机以驱网辊为速度基准,其它传动点需与之协调同步运行。</p><p>整机具有全数字速度链功能,到卷纸速度为递增,传动系统停机再启动时的速度和控制参数将保持停车前的状态;</p><p><br/></p><p>负荷分配功能:</p><p>网部的负荷分配:驱网辊为主传动,运行在速度控制方式,真空伏辊、第一导网辊为辅传动,运行在力矩控制方式;</p><p>真空压榨辊、真空压榨下辊、吸移辊:真空压榨辊为主传动,运行在速度控制方式,真空压榨下辊、吸移辊为从传动,运行在力矩控制方式。二压辊为主传动,运行在速度控制方式,二压胶辊为从传动,运行在力矩控制方式,烘缸导辊传动负荷分配;</p><p>压光机、施胶机、各烘缸毯辊做负荷分配。</p><p><br/></p><p>分部操作功能:</p><p>具有启动/停止、运行/爬行、升速/降速、点动/收紧等操作功能;</p><p>烘缸传动具有正反点动功能,利于维护和清理废纸;</p><p>压光机和卷纸机具有软张力控制功能。</p><p><br/></p><p>整机操作功能:</p><p>整机正常停车;整机升/降速。</p><p><br/></p><h2>四 雷诺尔RNB8型变频器特点</h2><p><br/></p><p>RNB8 是基于 RENLE高端变频调速产品技术平台开发的一款适用于全领域的全能型低压交流传动产品,可以满足任何工业过程、自动化系统、用户和企业的需求,为使用者在各 个行业和应用提供前所未有的兼容性和灵活性。</p><p>RNB8 系列多机传动逆变器,是一款定位多点传动应用、高性能速度及转矩控制、方便 和灵活系统集成的多机传动驱动产品。RNB8 产品可以适用于各种应用场合,如:造纸机主 传动生产线、纺织印染机、化纤塑料、印刷包装等复杂系统的有较高性能要求的多点传动的应用 场合。</p><p>○ 节省柜体空间书本型模块化设计,适合多台并排紧凑安装,柜体空间利用率高。</p><p>○ 节能高效共直流母线连接,电动耗电和制动发电能量自动分配,节省制动能量消耗,电能 利用率高。</p><p>○ 电网污染小集中式供电,减小了变频器输入侧对电网的谐波污染和 EMI干扰。</p><p>○ 通信技术采用 PROFIBUS-DP通讯,实现变频器与变频器、变频器与上位机控制器 系统间的远距离高速通讯。</p><p>○ 优异的多机同步控制性能多机同步控制具有快响应、高精度、强稳定性的优异性能,可实 现多台电机带荷动态同步运行。</p><p>○ 功能强大,灵活易用模块化单元设计,功率扩容方便和灵活。产品有 I/O 和通讯接口,也预留有其他扩展接口。</p><p><br/></p><h3>4.1 公共直流母线电气接线图</h3><p><br/></p><p data-med=")



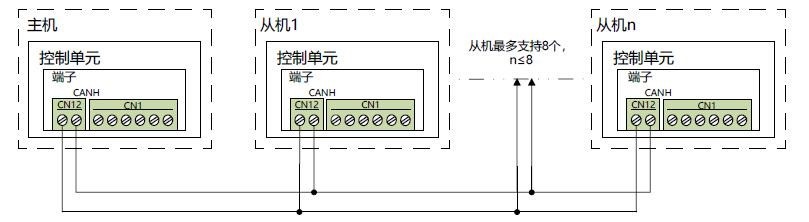
主 / 从控制参数举例说明
在该例中,主 / 从机都为速度控制,从机转矩限幅,主机由外部网络通讯给定。
主机设置:
• 设置为网络给定,参数n0.01给定源选择=5 网络、n0.09命令源选择 =3 网络。
• 设置为无速度矢量控制,参数n0.08控制模式=4 无传感器矢量。
• 设置外部网络通讯,详见参数组nF 通讯参数组。
• 设置 CAN总线地址,定义为主机,参数nF20 CAN总线地址 =1。
从机设置:
• 设置为无速度矢量控制,参数n0.08控制模式=4 无传感器矢量。
• 设置 CAN总线地址,定义为从机,参数nF.20 CAN总线地址=2 ~ 9。
• 选择主 / 从控制模式,参数 CAN 总线联机模式 =3 限幅跟随。
• 激活负荷分配功能,参数nA.00负荷分配使能=1 有效。
• 选择从机电流给定源,参数nA.04电流给定源=2CAN总线。
• 调整从机给定,设置参数nF.24从机给定修正系数。
注意:
• 主机 / 从机地址唯一,不可重复。CAN总线地址设置为 1 时,定义为主机,地址 2 ~ 9, 为从机。详见参数 nF.20 CAN总线地址。
• 根据主 / 从连接特性选择主 / 从控制模式,详见参数nF.23 CAN总线联机模式。
• 主/ 从连接故障或报警信息、从机故障信息,均显示在主机传动上,用户可
根据故障信息提示及时处理。
4.4 兼容性
RNB8多传逆变器兼容多款变频产品通讯,如:ACS550/600/800,西门子6RA70/6SE70/MM440等。详情请咨询雷诺尔公司。
相关推荐
 RNB8造纸传动中的应用造纸工业是我国的基础工业之一。国内纸浆造纸企业数量大,分布广。旧的造纸机传动系统多采用直流电动机带动各传动辊轴的传动方式,可做到无级调速,但由于碳刷的存在使维护相当麻烦。随着交流变频控制系统及通讯技术的发展,交流变频传动系统在新型造纸机上的应用越来越广泛,调速范围宽,调速性能好,节电,操作简便。现代化的造纸机系统采用上位机、PLC、变频器交流电机构成的系统,完成纸机的监控、运行及生产管理。
RNB8造纸传动中的应用造纸工业是我国的基础工业之一。国内纸浆造纸企业数量大,分布广。旧的造纸机传动系统多采用直流电动机带动各传动辊轴的传动方式,可做到无级调速,但由于碳刷的存在使维护相当麻烦。随着交流变频控制系统及通讯技术的发展,交流变频传动系统在新型造纸机上的应用越来越广泛,调速范围宽,调速性能好,节电,操作简便。现代化的造纸机系统采用上位机、PLC、变频器交流电机构成的系统,完成纸机的监控、运行及生产管理。- RNB2000变频器在永磁同步电机中的应用RNB2000 是上海雷诺尔研发的高性能矢量变频器,核心适配三相永磁同步电机(PMSM),兼顾高效节能与精准控制,广泛应用于印刷包装、建筑提升、高速离心设备等工业场景,是永磁同步电机变频调速的主流解决方案之一。


联系我们
上海雷诺尔科技股份有限公司
地址:上海市嘉定区城北路3988号
(邮编:201807)
全国免费服务热线:800—8200785
电话:021-59966666
传真:021-59160987
招商热线:+8621-39538222
Email:renle@renle.com
联
系
我
们

